

Gracias a Acuranz®, hoy en día, contamos en el Perú y el resto de Latinoamérica con tecnologías ópticas de gran calidad con costos desde los 6 mil dólares y tiempos de atención casi inmediatos.
El envasado metálico es un proceso complejo por sus altas exigencias de inocuidad mediante el uso de autoclaves; pero, sobre todo, por la complejidad del proceso de doble cierre en el conformado de costuras en las latas que es el responsable de asegurar la integridad del envase.
A diferencia de otros métodos de envasado, es complejo por la alta precisión exigida en las dimensiones de pestaña de cuerpo, riso de tapa y precisión de las herramientas de cierre. Estamos hablando de tolerancias de +/- 0.02 mm en la precisión dimensional de rolas y mandriles con similares exigencias en los parámetros de cierre obtenidos.
Cualquier cota por encima de ese umbral resultará en latas con cierres susceptibles a filos o fracturas por estar muy apretadas o de estar por debajo constituyen un riesgo de integridad del cierre que compromete la calidad del producto.
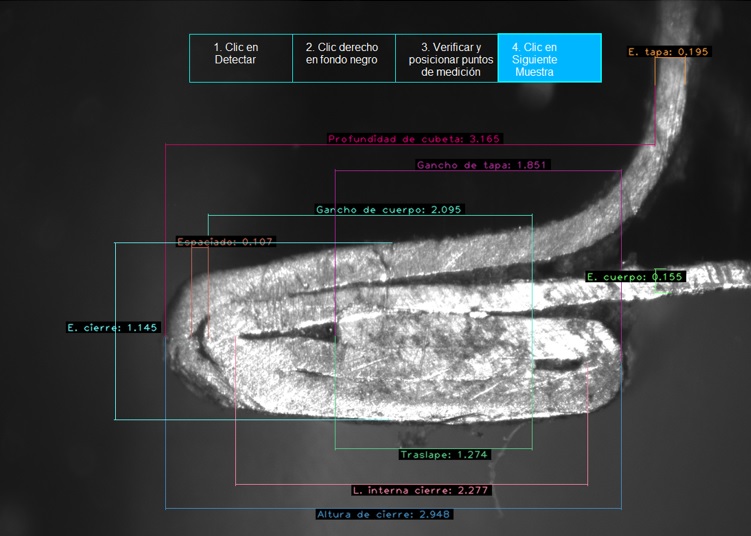
El hermetizado de latas demanda el cumplimiento de los parámetros de doble cierre recomendados por el fabricante de envases como: altura de cierre, espesor de cierre, gancho de cuerpo, gancho de tapa, longitud de traslape, porcentaje de traslape, penetración de gancho de cuerpo, “seam gap”, profundidad de cubeta (“countersink”), compacidad y porcentaje de arrugas.
Todos estos parámetros deben estar dentro de las especificaciones sugeridas por el “canmaker” que fabricó las tapas ya que son la fuente de información que fiscalizan entidades como Sanipes, Digesa, la FDA de los Estados Unidos, la EFSA en la Unión Europea y sus homólogos en los distintos países receptores de nuestras exportaciones de conservas, por lo cual una medición manual de los parámetros es muy limitada por los siguientes motivos:
- Los micrómetros manuales miden confiablemente solo el espesor y altura de cierre, pero son imprecisos para medir los ganchos de tapa y cuerpo.
- Para medir el gancho de tapa y cuerpo debemos cortar la lata, un corte manual con cierra o amoladora deforma el cierre además de ser un riesgo para la salud.
- Una vez cortados y extraídos los ganchos, ni el micrómetro ni el vernier ofrecen la precisión necesaria. No permiten conocer el estado real de la costura por dentro.
El aseguramiento y control de la calidad (QA/QC) en las conservas es imperativo para retener mercados y aumentar la rentabilidad, pero requiere de tecnologías ópticas y metrológicas confiables. Como industria pesquera no podemos seguir controlando la calidad de nuestras costuras como en las postrimerías de la segunda guerra mundial. - Existe el mito de que las tecnologías ópticas para medir el doble cierre son muy caras, pero eso ha cambiado; tradicionalmente una de estas cámaras costaba entre veinte y treinta mil dólares en su país de origen y con tiempos de atención de 60 a 120 días.
Gracias a Acuranz®, hoy en día contamos en el Perú y el resto de Latinoamérica con igual calidad de sistemas desde los 6 mil dólares y con tiempos de atención casi inmediatos.- OptiSeam AI-HD es un Inspector óptico de doble cierre asistido por inteligencia artificial (AI) de alta definición (HD) que mide todos estos parámetros automáticamente en menos de 30 segundos. Desarrollado por auténticos expertos de la industria del metal “packaging”, su alta precisión y confiabilidad se respalda con patrones ópticos calibrados ante Inacal y rastreables por la NIST, equiparándolo con las marcas más reputadas del mundo gracias a su software con generación automática de reportes estadísticos; así como, su sistema de alerta remota que envía al celular del ejecutivo de calidad, producción o mantenimiento un reporte resumido cada vez que el equipo detecta parámetros fuera de especificación evitando sobrecostos.
- Lo mejor: su precio competitivo que democratiza el acceso a la calidad tanto para pequeños como grandes conserveros, calibraciones anuales, soporte local inmediato, centro de entrenamiento en Lima, actualizaciones de software disponibles todo el año, repuestos y un portafolio de otros equipos complementarios para escanear el perfil de las rulinas, cortar costuras, medir el espesor del barniz interior, detectar fugas en producto terminado, detectar poros internos, medir el vacío posautoclavado así como la fabricación de equipos “ad hoc”, a la medida bajo normas ASTM, en función de las necesidades de los departamentos de calidad, producción o mantenimiento.









